
Marthinusen & Coutts (M&C), has a maintenance contract with the City of Cape Town at Steenbras hydropower station. The Power Station is situated in the Gordon’s Bay area and has four pump turbine motor generator units each with a capacity of 45MW which supplies power to the city.
Power demands necessitated a new operating philosophy of the units with more stop-start cycles, The City of Cape Town along with M&C performed periodical Non-Destructive Testing (NDT) inspections as advised by Voith Hydro. Recommended were inspections after a certain amount of stop-start cycles as a precautionary measure to prevent catastrophic equipment failure.
Over a period of time cracks had developed in the rim of the rotor on some of the generator units.
M&C and Voith’s collaboration on the project enabled a first-of-its-kind solution for a pole fixation reshaping to reduce localized stresses, reducing the crack propagation and increasing the number of stop-start cycles between Non-Destructive Testing inspections.
A fatigue and fracture mechanics analysis of the rotor rim and the hammerhead poles performed by Voith Hydro and the MPA University of Stuttgart showed that the existing motor-generator pole fixation design was susceptible to forming fatigue cracks in the pole fixation radii.
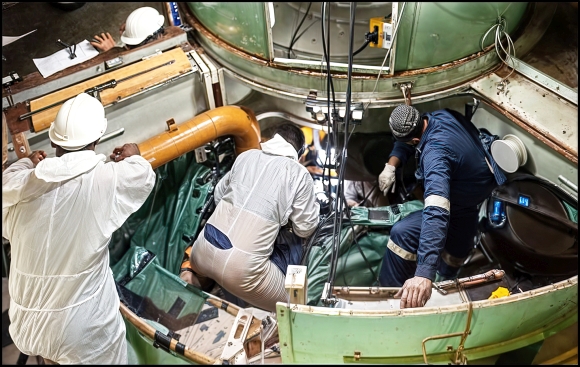
In order to reduce time and due to the complexity of removing the entire shaft from the stator, the City of Cape Town requested that the reshaping of the rotor rim be performed in situ to avoid extensive disassembly works of the motor generators.
Space constraints and contamination prevention of the stator made this a challenging and ambitious task to perform. The reshaping design and machining drawings were prepared by Voith Germany and special machines and tooling were designed by Voith Hydro South Africa, which also performed the round-the-clock in-situ reshaping of the rotor rim.
The matching rotor pole hammerheads radii also had to be reshaped to conform to the changed geometry of the rotor rims. ACTOM Turbo Machines was assigned this task, for which they had to design and make a special milling head for machining of the boring mill at its Sasolburg workshop.
The rotor rim and rotor pole reshaping design was performed in a way that allowed the existing wedges to be re-used, reducing the costs and the time required to custom-fit new wedges. The wedge landing surfaces on the rotor poles and the rotor rim were not machined as they would have been done in the conventional reshaping of the pole fixations.
An integrity assessment of the pole fixation for pumped storage plant (PSP) Steenbras was performed so that calculations could be done to determine the required geometry changes. The following analysis covered:
- Non-Destructive Testing inspections and materials testing.
- Identification of crack configurations and fatigue crack growth calculations.
- Evaluation of subcritical cyclic fatigue crack growth with regard to governing operation conditions.
- Elastic fracture mechanics calculations that included detailed analysis of geometry finite element analysis loading and calculation of the stresses on the materials.
Tests and inspection of the pole coil insulation by M&C and the City of Cape Town showed that the pole coils required re-insulation for all four units, which M&C performed by using the 800t automatic hydraulic press at its Power Generation repair facility in Benoni.
The insulation of the salient pole coils necessitated removal of the coil retaining plates to gain access to the coils and re-welding of the retaining plates back into position after re-insulation had been completed.
ACTOM’s Metalplus business performed the welding for refitting of the retaining plates over the re-insulated coils. “This was an intricate operation, due to the very close proximity of the retaining plates to the windings and the necessity for the welding to be done at a very low temperature to avoid damaging the windings through over-heating,” Roman Mornau, Metalplus’ Divisional CEO, pointed out.
The division’s recently-acquired robotically-operated cold metal transfer (CMT) welding system proved the ideal method for achieving the required result.
The Steenbras maintenance team removed and reassembled the 40 poles onto the rotor rim. This was no easy feat, due to the space constraints and the low tolerance fit of the hammerhead coils.
Generator units 1 & 2 were repaired from April to June last year and units 3 & 4 in October to November last year and all units are back in operation. From April to November the geometry of 80 slots were modified, 40 rotor pole hammerheads were modified and 40 salient pole coils were fully reinsulated.
“This was a world first as this type of in-situ rotor rim reshaping has not been performed before, with Voith designing and manufacturing the on-site machining device. All the planning and repair teams involved in this complex project had to work round-the-clock to ensure that the tight schedules required were achieved,” Mike Chamberlain, M&C’s Marketing & Commercial Executive, stated.