
ACTOM Turbo Machines accepted an extremely difficult challenge when it agreed to perform an emergency repair of a broken portion of a large counter roll from a pulp mill that had been damaged during operation.
Danie Bloem, ACTOM Turbo’s Project Manager responsible for the contract, said the roll was found to be cracked beyond repair, with a long crack right through the 200mm thick outer shell.
“What made the task difficult was that we were asked by the client to perform a cold repair, instead of the usual hot repair that is done in such cases, which is a relatively simple job,” he explained.
The client insisted on a cold repair being done to preserve the roll’s existing rubber coating.
“A hot repair would have involved welding the replacement portion onto the roll, which however would have necessitated heating both that portion and the undamaged part of the roll itself to ensure that the weld was effective. But at the same time the outer rubber coating would be severely damaged during the hot repair process and would have to be replaced entirely.
“A cold repair procedure also has the significant advantage of offering a much speedier repair than can be achieved by the standard hot repair process. However, we’d never done a cold repair like this before, but we took on the challenge,” Danie stated.
After taking delivery at ACTOM Turbo’s Sasolburg workshop of the huge 23t roll, which was 7m long and had an OD of 1.2m, Danie and his team, in consultation with the client, devised a cold repair procedure that required the application of three distinct methods for attaching and securing the new portion of the roll ACTOM Turbo had manufactured to replace the broken end.
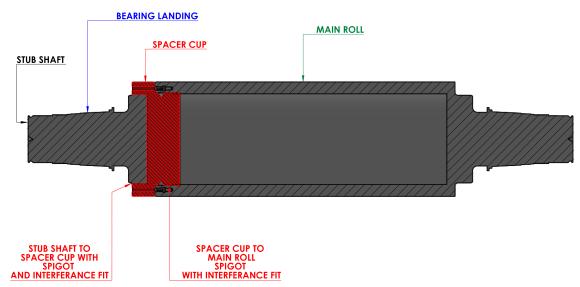
ACTOM Turbo had to take into account the three attachment methods when designing and manufacturing the replacement portion of the roll, or “spacer”. The attachment methods used were:
- Making abrasive faces by grid blasting on the axial face of the stub end to which the spacer attaches, as well as making abrasive faces on the spacer cup to the main roll. “Making the matching faces abrasive ensures that this acts as a locking mechanism to reduce movement between the axial faces,” Danie commented.
- Longer spigot fits than normal to reduce bending, thereby reducing wear on the matching components between the two parts.
- Executing interference fits from the spacer cup to the main roll and from the stub end to the spacer cup. “We had to manufacture special tooling to enable us to perform this extremely difficult process,” Danie said.
“With the alterations being done for a cold repair, we also had to manufacture and fit a full new modified set of bolts, and install and torque to the required settings,” he added.
To test the effectiveness of the three-fold combination of cold repair methods, ACTOM Turbo performed a total indicated run-out (TIR) on the complete roll on one of its large horizontal lathes, achieving a TIR of less than 0.15mm over the entire roll section.
The contract was executed and the repaired roll delivered back to site in just under four weeks in July and August this year.
“Having a big vertical lathe and CNC milling machine enabled us to complete the job in-house and achieve the repair in the shortest possible time. A conventional hot repair would’ve taken not less than six months to perform, thereby demonstrating our innovative cold repair solution to be an outstanding achievement,” Danie concluded.