
Introduction
Any industry using steam as a heating medium ought to consider introducing co-generation. A co-generation or a combined heat and power (CHP) installation has a better energy utilisation factor than what can be achieved in a super-critical utility scale coal-fired power station with the factory heat demand taking the place of a power station’s steam condenser and putting the latent heat of the steam to good use.
John Thompson has an installed base of more than 4 000 process steam boilers, mostly in the food and beverage industry. The majority of these boilers produce steam for process heat only without any power generation. These plants have typical electrical demands in the range of 1 to 15MWe.
The lack of co-generation in this segment of industry in Southern Africa is a legacy of a period of relatively cheap and very reliable electricity. Due to the sharp increase in cost of electricity, combined with an increase of loadshedding, industry is now looking for ways to improve their energy security and to counter rising electricity costs.
Co-generation
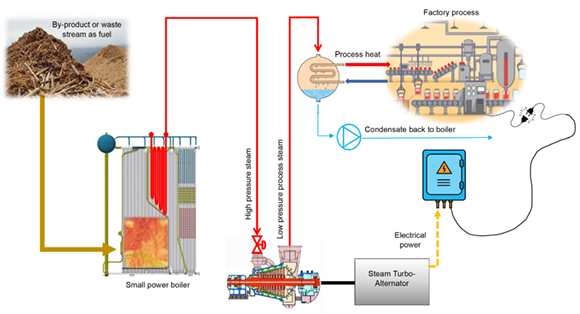
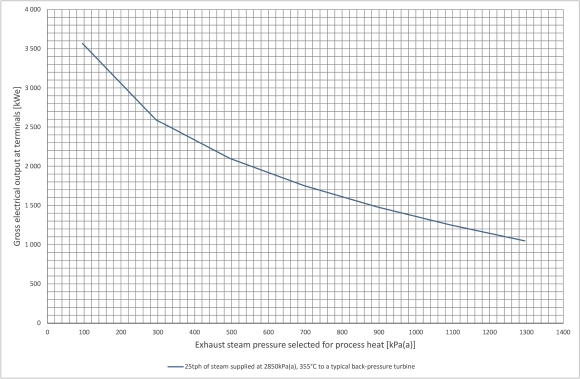
Co-generation entails the use of a back-pressure turbine where the exhaust steam leaves the turbine at a pressure required by the particular industrial process, usually slightly superheated to allow for heat losses in the steam line from the turbine to the point of use. The process then utilises the latent heat in the steam and the condensate is returned to the boiler via a pre-boiler plant. Even a small co-generation plant can achieve a steam cycle utilisation factor of between 65% to 68%. Figure 1 illustrates the impact of the exhaust pressure on the electrical output of a back-pressure turbine.
At a factory with a fleet of boilers producing saturated steam, these boilers can be replaced to supply steam at higher pressure and superheated. These boilers can then be matched with a suitable back-pressure turbo-alternator, sized so that the electrical output from the alternator is less than the base load electrical demand of the factory, while supplying the full process steam requirement. This solution can reduce the factory’s electrical costs by a significant margin and improve the overall energy efficiency of the factory.
A limitation with this solution is that it is not possible to meet both the electrical power and process steam demand across all load cases. This solution either meets the process steam demand, with a power deficit that needs to be imported from the national grid or alternatively generating sufficient power with a steam deficit that needs to be supplied from another process steam boiler.
Alternatively, a hybrid co-generation solution may be an attractive option, using either an extraction-condensing turbo-alternator or a combination of a back-pressure turbo-alternator in combination with a fully condensing turbo-alternator. It is important to note that the portion of the steam that is condensed in the condenser instead of in the process is associated with a significant energy loss to the environment.
The lost energy is proportional to the latent heat in the steam entering the condenser. To illustrate this loss, let us assume the turbine exhaust steam is saturated at 10kPa(a). This steam still has a latent heat component, expressed as the enthalpy of evaporation, hfg = 2 392kJ for every 1kg of steam that must be condensed to complete the steam cycle and make it possible for the condensate to be pumped back to the boiler. The enthalpy of evaporation is the difference between the enthalpy of saturated steam at 10kPa(a), hg, and that of the saturated condensate at 10kPa(a), hf. To put this residual enthalpy in perspective, the enthalpy available in superheated, high pressure-steam leaving the boiler at 100bar(a), 530°C, h = 3 450kJ/kg. The isentropic (maximum theoretical, not practically achievable) work that can be done by expanding this steam through a turbine from 100bar(a) down to 10kPa(a) saturated, is equivalent to a change in enthalpy of h - hg = 1 058kJ/kg. Clearly, there is a lot more latent heat left in the steam at 10kPa(a), than the isentropic work that can be done. The total potential energy in the high-pressure steam is represented by h@100bar(a), 530°C - hf@10kPa(a) = 3 258kJ/kg.
The energy per kg of steam lost to the condenser = (2 392kJ/kg) / (3 258kJ/kg) = 73%
Hence, in the interest of fuel energy utilisation and as far as practically possible, one should strive to minimise the amount of steam condensed in the condenser and maximise the amount of steam condensed by the factory or process.
An extraction-condensing turbine is designed with an extraction port on the housing, often with an internal modulating element, to achieve controlled extraction of steam at the pressure required by the industrial process, slightly superheated by a few degrees Celsius.
The rest of the steam continues through the latter stages of the turbine before it exhausts to either an air- or water-cooled condenser. Depending on the flexibility of the turbine design, this solution can meet the plant heat and power demand over a wide range of load scenarios without back-up from process steam boilers and power imported from the grid. This turbine can run in fully condensing mode, making it possible to generate power when there is zero process steam demand. However, this type of turbine always requires a minimum steam flow through the latter stages of the turbine. This ultimately impacts on the capability of this boiler and turbine combination to meet every possible plant load permutation.
Although it is typically more capital intensive, another hybrid co-generation option is to install a back-pressure turbine that is 100% controlled based on process steam demand, generating whatever is associated with the varying steam flow, while a separate fully condensing turbine makes up the power deficit. This solution often provides more flexibility, especially when dealing with a more complex process where either the electrical power or the process steam demand may lag the other. A very big advantage of this option is that the plant can be run as a dedicated power island if the factory should have such a need e.g. when it needs to start up during a grid power failure or loadshedding situation.
Steam turbo-alternator options
Steam turbines convert a part of the energy in steam into mechanical power that can drive an alternator or mechanical device. Steam turbines vary in levels of sophistication, starting from relatively crude, single wheel, impulse-type turbines right up to multi-stage combination impulse and reaction turbine rotors.
In an impulse turbine stage, steam is introduced and expanded via a set of nozzles to create a high velocity jet that impinges on curved rotor vanes. The steam undergoes a change in momentum and the resultant force acts on the vanes and in turn rotates the shaft. The rate of change in momentum of the steam impinging on the vanes provides the motive force for the turbine.
A multiple stage steam turbine consists of a stationary stator row that consists of a nozzle or guide vane ring. The stator expands the high pressure, high temperature steam to form steam jets. The shape of the stator guide vanes ensures that the steam jets enter the next rotor blade at the optimum angle.
The profile of a rotor vane can be either impulse- or reaction-type. In an impulse vane, the kinetic energy of the steam is absorbed by the shaft to produce mechanical energy. In a reaction-type vane, the kinetic and some of the thermodynamic energy is converted into mechanical energy. The number and types of stages in the turbine determines the efficiency and the flexibility of the turbine to meet the requirements of a specific application.
John Thompson has established relationships with several turbo-alternator suppliers making it possible to select the most suitable turbine technology to meet the technical and commercial requirements for every power island application. John Thompson, as the turnkey supplier, can package the complete power island to suit every need and application using one of their wide range of boilers, matched with the most suitable turbo-alternator combination.
Environmental considerations
Environmental legislation applicable to manufacturing and processing plants in all industries is becoming more stringent. When considering a new power island or co-generation plant, statutory environmental requirements must be considered, in particular with regards to plant effluent, gaseous and particulate emissions. This affects the selection of the ash removal system, the flue gas cleaning as well as the type of cooling implemented in the steam condenser behind the turbine.
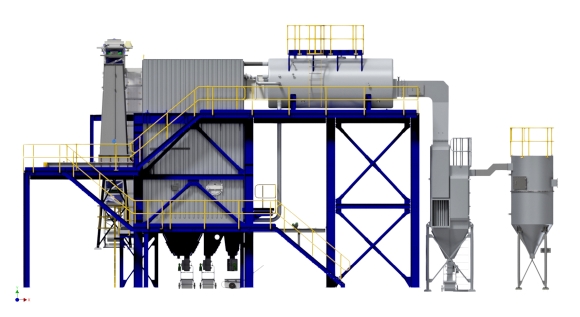
John Thompson has developed combustion equipment and boilers for optimal utilisation of fibrous and woody biomass fuels. These products provide carbon neutral boiler solutions for both process steam and co-generation applications. The greatest opportunities can be found in industries that produce a biomass by-product that can be used as a fuel feed stock for a co-generation boiler e.g. sunflower husks from the sunflower oil industry, woodchips and sawdust from sawmills and palm kernels from the palm oil industry.
Implementing co-generation enhances the energy efficiency of the plant due to the high energy utilisation achievable by a combined heat and power plant. This higher energy efficiency results in lower fuel consumption and a reduced impact on the environment.
Conclusion
There is no one solution to fit all the co-generation or small-scale electrical generation challenges that are encountered. It is therefore essential to have a thorough understanding of which arrangement will suit a particular application best. Each combination of plant will have different levels of capital and operational costs that will in turn play a role in selecting the right solution.
Whatever solution is required, John Thompson can match a boiler and turbo-alternator to provide the optimum co-generation solution.
By Etienne de Villiers
Divisional Technical Manager
John Thompson
