
Abstract
This paper presents four ways of increasing the efficiency of an industrial watertube boiler by means of small modifications to the boiler plant. It covers the efficiency gain of a double tube plate airheater, controlled superheater with attemperator, sealing of air leaks to prevent air ingress, and a flash vessel. These are proven modifications that yield a good return on investment through increased energy efficiency and plant reliability that can be applied to the majority of installed boilers in the sugar industry.
Introduction
There are many ways to improve the overall efficiency of a boiler plant and in order to determine the optimum solution there are many site specific factors that need to be considered, such as:
- Layout of boiler backend (arrangement of backend components and available space)
- Boiler design/type of boiler
- Fuel(s)
- Turn down
The four ways of improving boiler efficiency were chosen because they are proven technologies that can be implemented on most boilers in the sugar industry. None of these options come at the expense of reduced life expectancy of the boiler and all of them have proven to be financially viable.
Although the gain in efficiency is boiler specific, some typical values are quoted along with some specific examples.
Double tube plate airheater
Most biomass fuels used in the industry have high moisture content, typically varying between 30% and 60%. In order to combust these fuels efficiently high temperature combustion air, 180-240°C, is required to drive the moisture off as quickly as possible to allow the fuel to burn and to ensure combustion stability.
The dew point temperature of the combustion flue gas is a function of the moisture content of the fuel and its chemical composition. Chemicals such as sulphur, for example, result in a significant increase in the dew point temperature, depending on its concentration. The metal temperature has to be kept above the dew point temperature to prevent corrosion and blockages.
To prevent dew point the air can be preheated in a steam airheater. However, steam airheaters are expensive and by increasing the air temperature the heat transfer rate in the tubular airheater located in the gas stream is reduced due to the reduction in log mean temperature difference (LMTD). Alternatively, the airheater can be installed before the economiser, where the gas is hotter. The latter is the most common approach to prevent dew point.
The feedwater is normally set at 105°C for biomass firing and at 140°C when firing coal or any other fuel containing sulphur. Due to the low temperature difference between the water and the flue gas, especially during coal firing, there is not much scope to reduce the gas temperature by adding more economiser area. One option to improve the boiler efficiency is to install an airheater after the economiser.
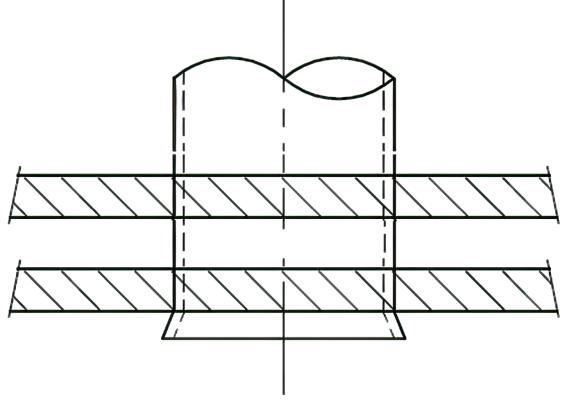
To overcome the problems associated with dew point, John Thompson employed double tube plate airheater technology. In order to keep the tube plates above the dew point temperature, a second tube plate is installed on the air side with a gap in between to act as insulation. This design feature ensures that the tube plate exposed to the flue gas is above the dew point temperature and as a result is not attacked due to dew point corrosion. The second tube plate on the air side operates below the dew point temperature of the flue gas, but it too is safe since it is not exposed to the flue gas.
The gas velocity is optimised to reduce the risk of blockages and allowance is made to high pressure water washing to keep the tubes clean.
There are three options to extend the life of the tubes:
- Thicker tubes
- Corten corrosion resistant steel
- Stainless steel tubes
The final gas temperature can be reduced to as low as 140°C (instead of 160°C on new generation high efficiency boilers) by installing a second double tube plate airheater as the last heat transfer bank. The efficiency gain is a function of the reduction in final gas temperature. The boiler efficiency increases by roughly 1% for every ±15°C reduction in final gas temperature.
To prevent dew point corrosion, the feedwater temperature should be increased to above the dew point temperature. For typical South African coal it is around 140°C. The temperature can be increased through a mud drum or steam feedwater heater. However, the higher feedwater temperature results in reduced heat transfer in the economiser due to the lower LMTD, resulting in a reduction in boiler thermal efficiency, which can be offset by installing a double tube plate airheater after the economiser.
This technology is ideally suited for high efficiency plants requiring a final gas temperature below 160°C on biomass. It can also be installed with minimal modifications to the back end of existing boilers, thereby increasing boiler efficiency and combustion stability through increased combustion air temperature.
Advantages of this design:
- Increased boiler efficiency
- Improved combustion stability due to higher air temperature
- Longer life expectancy of the second airheater. The double tube plate airheater heats the air above the dew point temperature, thereby ensuring that the top airheater never operates below the dew point even at low loads
- It is a proven design that has been in use for several years at a number of different plants
- No pressure parts are involved, therefore no specialist maintenance is required
Controlled superheater with attemporation
Most industrial watertube boilers are fitted with uncontrolled superheaters. The steam temperature of these boilers varies with boiler load and fuel properties (chemical composition and grading). The variations in boiler load and fuel properties influence the gas volume and flame height, resulting in variations in steam temperature. The differences between fuels, such as coal and bagasse, will result in large variations in steam temperature. The steam temperature on coal firing is significantly lower than during biomass firing.
A drop in steam temperature will result in a drop in the electricity generated by a turbo alternator due to the reduction in the available energy in the steam as well as the drop in turbine efficiency. Therefore to ensure optimum output from the turbine the steam temperature has to be controlled.
A controlled superheater, in addition to having some positive effects on boiler efficiency, has a noticeable effect on the overall cycle efficiency by ensuring that the turbine operates at optimal efficiency across the load range.
The two types of attemporation systems available are Contact and Non-contact, as follows:
- Contact:
- Spray attemporation using a sweet water condenser
- Spray attemporation using feedwater
- Non-contact:
- Mud drum attemporation
- External vessel attemporation
Spray attemporation relies on water injection into the steam to control the final steam temperature. The water quality is of utmost importance for this type of attemporator since any solids in the water will be left behind to form scale when the water evaporates. The scale will form an insulating layer on the inside of the superheater tubes, resulting in overheating. It can also form deposits on the turbine blades and steam lines. Therefore a sweet water condenser is most commonly employed at lower pressure, while feedwater spray attemporation is more common at higher pressures, 80 bars and above, where the feedwater quality is sufficient to be used as spray water.
Mud drum attemporation relies on a set of coils inside the mud drum to cool the steam between the two stages of the superheater. The final steam temperature is controlled by controlling the amount of steam bypassing the attemperator. An external vessel attemporator relies on the same operating principle as a mud drum attemperator, but instead of the heat exchanger being located in the mud drum it is placed inside an external vessel tied into the natural circulation circuit of the boiler.
The non-contact type overcomes any water treatment/quality issues. However, it has a slower response and a smaller turn down than spray attemporation.
This technology is ideally suited for multi-fuel boilers, boilers operating at part load/reduced load and plants concerned with optimising power generation.
Advantages of this design:
- Increased overall cycle efficiency
- Constant steam temperature results in lower thermal stress on turbines and steam lines
- It is a proven design that has been in use for several years at a number of different plants
Sealing of air leaks to prevent air ingress
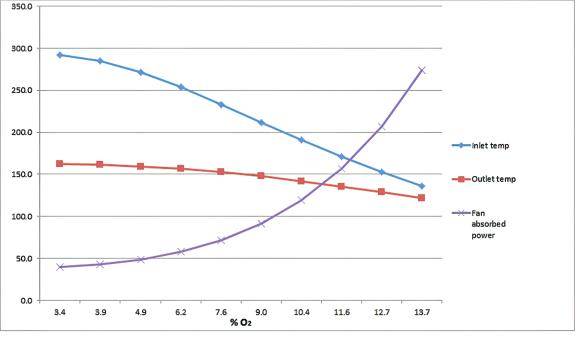
Many old boilers can no longer achieve their original efficiency and some cannot reach their design capacity, with air ingress being one of the most common causes thereof. Air ingress results in a reduction in gas temperature and as a result reduced heat transfer. It also results in increased gas volume flow which, in turn, increases the pressure drop and as a result requires more fan power. There are boilers in the industry that can no longer reach their original MCR due to the effects of air ingress. In most cases the ID fan runs out of capacity before the boiler reaches MCR.
Air ingress can be considered as an easy fix, since it is both easy to detect and to correct. It can be detected through smoke or chalk testing; all the holes can be marked during the test and sealed afterwards.
All boilers suffer from air ingress to some extent and considering how easy it is to detect and fix, all boilers should be checked on an annual basis.
Advantages of reducing air ingress:
- Increased boiler efficiency
- A reduction in ID fan absorbed power
- Reduced erosion rate
- May result in the boiler achieving MCR
Flash Steam Recovery
All boilers are equipped with a blow down system in order to control the TDS of the boiler water. Boiler feedwater contains dissolved solids that accumulate in the boiler as the boiler steams and the only way to control the TDS is by means of blowing down some of the boiler water. Usually a continuous blow down system is employed. However, an intermittent blow down system can also be used, although it is not ideal. The water is normally blown down into an atmospheric vessel where some of it flashes to steam and vents to atmosphere, while the rest is dumped into the sluice water system.
Most of the energy and some of the water can be captured by blowing down into a pressurised vessel connected to the low pressure steam system. The remaining water is blown into the sluice system. The percentage of the water and energy captured is a function of the pressure difference between the boiler water and the operating pressure of the flash vessel.
The relevant parameters of a typical flash vessel are:
- Boiler capacity: 100tph
- Boiler pressure: 45bar(g)
- Blow down rate: 3%
- Flash vessel operating pressure: 145kPa(g)
- Water recovered, in terms of steam: 27.6%
- Energy recovered based on 105°C feedwater: 524kW
The above example is based on recovering the continuous blow down only. Some sites recover the auto-drain as well as the intermitted blow down. However, this poses operational and safety challenges. Introducing the steam from the auto-drain – also referred to as superheater vent – into the flash vessel can result in the design temperature of the low pressure steam system being exceeded. Furthermore, the intermittent operation of the auto-drain and the intermittent mud drum blow down can result in pressure spikes in the low pressure steam range, upsetting the pressure control thereof. Therefore it is not considered to be worthwhile to capture the auto-drain and the intermittent blow down streams.
A flash vessel usually vents into the exhaust steam range. However, the steam can also be used for other applications.
A flash vessel is a standalone unit that can easily be integrated into existing plants with minimal modifications. Furthermore, since it can be isolated it does not interfere with the operations or maintenance of the existing plant.
This technology is ideally suited for all biomass and coal fired plants without flash vessel recovery.
Advantages of this design:
- Standalone unit
- Very little maintenance. The only component requiring maintenance is the level control/blow down valve
- Can easily be integrated into existing plants
Conclusion
Most boilers in the industry are old, in excess of 20 years, and few were designed to have a high efficiency. Due to coal being relatively cheap in the past, it was not deemed financially feasible to design ultra-efficient plants. Electricity was also much cheaper so there used to be little incentive to optimise electricity generation and to export electricity.
Although the economics have changed, making it essential to improve boiler plant efficiency, the current economic climate often prohibits replacing these boilers. Therefore the industry has to focus on existing technology that can be employed to improve the efficiency of existing plant.
By Christof Kotze
Welding & Manufacturing Engineer –
Corporate Engineering
John Thompson