
Introduction
In early-2020 a large South African petrochemical company asked Marthinusen & Coutts (M&C) to establish the cause of excessive vibration in a 17MW 11kV 4-pole synchronous motor that is used to drive a gas compressor.
The motor, designed and manufactured by a reputable Europe-based OEM, had been in operation for 13 years. No vibration problems had occurred in the early stages of its operation, but first became noticeable about five years ago and deteriorated in subsequent years, eventually becoming so severe that the motor could no longer be used and was sent to M&C for investigation and repair.
Resonance anomaly
The investigation started with several non-destructive tests, but these failed to indicate the cause of the problem. Subsequent investigations however showed a resonance anomaly, as the motor’s resonance frequency was found through specialised resonance test procedures to be extremely close to the motor’s operating speed, even to the extent of impinging into that range at times – depending on ambient conditions.
The motor’s originally intended speed range was 1200 to 1500rpm, whereas the resonance frequency reading was between 1200 and 1300rpm. This clearly could not have been the intention of the OEM at the time of manufacture, as the resonance frequency of a motor is required to be well clear of its operating speed. In addition, the resonance frequency is supposed to be higher than the motor’s rated speed, which would mean around 1800rpm or more.
While conducting the investigations and tests that revealed the abovementioned irregularity in the motor’s resonance frequency against its operating speed, M&C also identified during testing a looseness of the stator core supports to the main stator enclosure, which was not supposed to be present in a healthy motor.
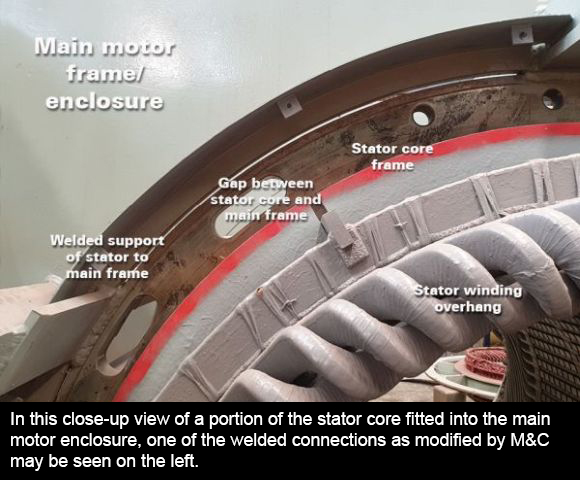
The next step the M&C team took was to remove the inspection covers of the motor for a close examination of the stator and its support structure to the main enclosure. A key discovery was finding that the OEM had applied a highly unorthodox method of fixing the stator to the main frame. Instead of following the normal procedure of employing a heat-shrink interference fit to bond the complete outer diameter of the stator to the frame, they used about eight small welded brackets for this purpose.
We deduced that the OEM, having discovered that the required resonance frequency could not be achieved if the stator was firmly fixed to the frame in the normal way, installed the brackets instead as a more flexible way of doing this for the express purpose of changing the resonance frequency to ensure that it would not coincide with the motor’s rated speed. The motor was fortunately never operated under its originally intended variable speed capability. The measure that was applied failed to fix the resonance frequency higher than the motor’s speed range, but it at least achieved the necessary objective of fixing sufficiently below the rated speed so as not to cause operational problems.
Machine design fault
The OEM’s failure to achieve the desired resonance frequency by means of the proper fixing procedure was due to a design flaw in the motor, we deduced. The method the OEM adopted to circumvent this problem however revealed its shortcomings over time.
An additional discovery we made during our investigations into the problem was that there were cracks in the support structure between the stator and the main frame. We deduced that the cracks in the support structure – which, as stated above, consisted of the small welded brackets used as an improvised solution to address the resonance problem the OEM had apparently encountered during manufacture – had been caused by the welds of the brackets having been subjected to excessive strain during years of operation.
We then carried out the necessary repairs to return the motor to service. These had to be done with the customer’s express permission, since they were of necessity a compromise – as was the case with the original manufacture of the motor.
We welded up new sections on the stator support structure, because we couldn’t access many of the cracked sections to weld them. After re-assembling the motor we verified that the vibration had substantially improved but that the resonance frequency was now located very close to the rated speed, due to the increase in stiffness we had added to the structure. On our test base we proved that with the resonance located lower than running speed no problems would occur on site, since the site base is more flexible than our test base.
Offbeat add-on solution
This being a compromise solution, we could not provide a 100% guarantee of reliability on the work done. The client asked if any further measures could be taken to assure a full guarantee of successful operation first time on site. Our response was to offer a thoroughly offbeat add-on solution, which when tested and proven effective enabled us to confidently provide the assurance the client sought.
The add-on solution was providing a made-to-measure removable 7.5t mass of steel temporarily fitted onto the top of the motor. This mass both further reduced vibration of the motor and lowered its resonance frequency by a small but sufficient margin to guarantee correct operation on site. It was made removable because the customer wanted to first try running the motor without this additional measure.
The success of all this work was proven when the motor was put into service after an unplanned breakdown. It operated with lower vibrations than it had operated at for over a decade – and this without the 7.5t mass added!
![]()
