
John Thompson’s Industrial Watertube Boiler business unit has been successful in securing an order for two new 150 tph watertube boilers for Illovo Sugar’s Kilombero Mill Expansion Project in Tanzania.
The highly prized multimillion rand order, won against stiff competition from Indian and Chinese boiler manufacturers, was awarded to John Thompson in June 2021 by TSK, a Spanish EPC company which Illovo commissioned to implement and oversee the project.
TSK is a global company specialised in innovative technologies that contribute to a more sustainable development at an international level, providing solutions for different industry sectors such as electrical infrastructures, industrial plants, power generation plants, Gas to Power, water treatment plants or storage and handling facilities for raw materials. At this moment, TSK reaches sales close to 1000-million Euros, with more than 1000 professionals and projects in more than 50 countries.
The expansion, due for completion in 2023, will increase the Kilombero Sugar Company’s raw sugar production capacity by 104% to 269 469t during a single cane crushing season. In addition to supply of the new boilers, due for completion and delivery by August 2022, the project includes manufacture, supply and installation of a powerhouse with turbines for power cogeneration, and balance of sugar producing plant.
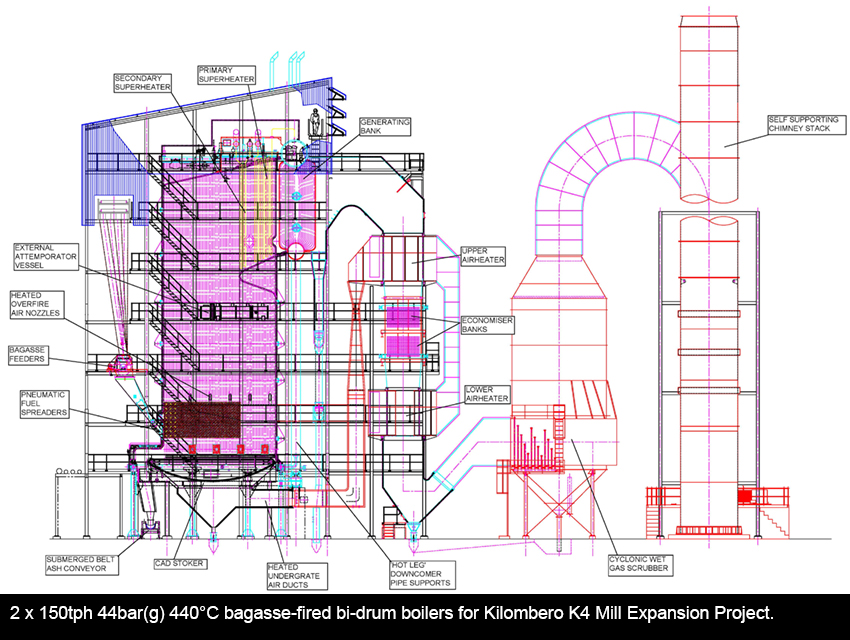
The customised boilers are bottom/”hot-leg” supported bi-drum watertube units designed to burn milled bagasse, with the combustion equipment comprising continuous ash discharge (CAD) stokers, three-drum fuel feeders and pneumatic fuel spreaders. They will operate at a pressure of 44bar(g) and a temperature of 440°C, with the steam temperature controlled between 50% and 100% load via inter-stage attemperation.
Noteworthy design features of the boilers include:
- Optimised furnace width and depth arrangement to ensure adequate furnace volume and to achieve the required particulate residence time.
- Customised fuel feeders of extended width to suit the bespoke furnace width and panel tube/fin arrangement.
- Furnace membrane walls constructed of 63.5mm OD tubes pitched at 95mm, resulting in a lighter furnace design.
- Complete pre-boiler plant, including a common high pressure deaerator supplying feedwater to the boilers, boiler feedwater pumps and deaerator lift pumps.
“Based on the successful implementation of a similar concept at a sugar mill in Kwa-Zulu Natal, each boiler will be supplied with an external heat exchanger vessel which is integral with the boiler pressure envelope and used to control the final steam temperature at part loads to customer specification,” explained Lauren Barnard, a Design & Applications Engineer for the Industrial Watertube Boilers unit in Durban.
She added that the superheater inter-stage piping is arranged so that a portion of the steam exiting the primary superheater is diverted through an external shell-and-tube heat exchanger vessel on the side of the boiler, while the remainder is bypassed.
“Mechanically linked control valves are installed in the heat exchanger inlet and bypass lines to modulate the steam flow rate through the heat exchanger in order to achieve the final steam temperature set point,” she pointed out.
In addition, the water side of the heat exchanger is fully integrated into the boiler steam and water circuit and uses the natural circulation inside the boiler pressure envelope to drive the cooling water through the vessel.
“A further innovative feature is that the external attemperator vessel is supported off the boiler steelwork and its connecting piping is designed to be sufficiently flexible to cater for the differential thermal expansion,” Lauren said.
“A major advantage of this system is that there is minimal risk of steam contamination that could occur in the case of spray type de-superheating. The use of a separate attemperator vessel as opposed to the more traditional tube coil within the mud drum of the boiler non-contact attemperator arrangement also leaves the inside of the mud drum uncluttered for maintenance and inspection purposes. There is also no need for extensive additional support steelwork, piping, valves and additional storage vessel associated with a sweet water condenser type attemperator,” she further explained.
The furnace chambers and stokers are supported independently of the bottom-supported boilers.
“They are supported off steelwork at firing floor level, while the mainbank tubes and drums are supported off two large downcomer pipes called ‘hot legs’, which extend down to the same level. This reduces support steelwork required on the boiler, while the minimal relative thermal expansion between the furnace chamber and the stoker facilitates good sealing of this interface without the need for floating seals,” Lauren said.
The boilers incorporate a hot overfire air system, which diverts a percentage of hot air from the primary undergrate air supply to enter the furnace through the sidewalls. The hot overfire air, combined with high pressure ambient secondary air, maximises turbulence in the furnace, improving air fuel mixing and furnace residence time.
The heat recovery tower arrangement, comprising airheater – economiser – airheater, optimises on space while ensuring a high boiler efficiency. “Mechanisms are in place to reduce cold end corrosion, blockages and other problems known to be a challenge with this arrangement, with the final airheater fabricated from corrosion-resistant materials,” Lauren stated.
The boiler particulate emissions are controlled using cyclonic wet scrubbers, which are widely recognised and used in the sugar industry.
![]()
